
素质目标:具备正确的社会主义核心价值观和道德法律意识;具备精益求精、追求卓越的工匠精神和严谨细致、踏实肯干的工作作风;具备良好的团队协作精神、协调能力、组织能力和管理能力。
知识目标:了解数控机床通用编程指令的功能,掌握数控机床各编程指令的结构和组成,掌握数控机床编程指令的使用方法;掌握数控机床编程的思路。
能力目标:能够准确编写加工程序,能够根据加工工艺要求完成零件的编程工作;能够掌握编程过程中的辅助编程指令的应用场合;能够正确地利用数控车床及数控铣床各个运动的坐标轴,做好基点的计算。
根据描述要求编写程序段内容。
| 描述 |
程序 |
||
|---|---|---|---|
|
编制程序号为1234的数控程序; 程序段10调用一号刀具(车); 程序段20设定公制加工单位; 程序段30设定主轴正转,转速为500转每分; 程序段40进给速度设定为每转进给量(FANUC); 程序段50采用绝对编程方法; 程序段60打开冷却液 |
一、辅助功能、主轴功能、进给功能和刀具机能代码
(一) 辅助功能M 代码
辅助功能由地址字M 和其后的一或两位数字组成,主要用于控制零件程序的走向,以及机床各种辅助功能的开关动作。
非模态M 功能 (当段有效代码) :只在书写了该代码的程序段中有效。
模态M 功能(续效代码):一组可相互注销的M 功能,这些功能在被同一组的另一个功能注销前一直有效。
前作用M 功能:在程序段编制的轴运动之前执行。
后作用M 功能:在程序段编制的轴运动之后执行。
数控装置M指令功能见表2-1-1(标记者为缺省值)。
|
代码 |
模态 |
功能说明 |
代码 |
模态 |
功能说明 |
|---|---|---|---|---|---|
|
M00 |
非模态 |
程序停止 |
M03 |
模态 |
主轴正转 |
|
M02 |
非模态 |
程序结束 |
M04 |
模态 |
主轴反转 |
|
M30 |
非模态 |
程序结束并返回程序起点 |
M05 |
模态 |
主轴停止 |
|
M06 |
非模态 |
换刀 |
|||
|
M98 |
非模态 |
调用自程序 |
M07、M08 |
模态 |
切削液打开 |
|
M99 |
非模态 |
自程序返回 |
M09 |
模态 |
切削液关闭 |
其中:M00、M02、M30、M98、M99 用于控制零件程序的走向,是CNC内定的辅助功能,不由机床制造商设计决定,也就是说,与PLC 程序无关。
其余M代码用于机床各种辅助功能的开关动作,其功能不由CNC内定,而是由PLC程序指定,所以有可能因机床制造厂不同而有差异(表内为标准PLC 指定的功能),请使用者参考机床说明书。
1.CNC 内定的辅助功能
(1)程序暂停M00:当CNC 执行到M00 指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序,重按操作面板上的“循环启动”键。M00 为非模态后作用M 功能。
(4)子程序调用M98 及从子程序返回M99。
M98 用来调用子程序。
M99 表示子程序结束,执行M99 使控制返回到主程序。
1)子程序的格式。
%****
……
M99
在子程序开头,必须规定子程序号,以作为调用入口地址。
在子程序的结尾用M99,以控制执行完该子程序后返回主程序。
2)调用子程序的格式。
M98 P_ L_
P:被调用的子程序号。
L:重复调用次数。
2.PLC 设定的辅助功能
(1)主轴控制指令M03、M04、M05。
M03 启动主轴以程序中编制的主轴速度顺时针方向(从Z 轴正向朝Z 轴负向看)旋转。
M04 启动主轴以程序中编制的主轴速度逆时针方向旋转。
M05 使主轴停止旋转。
M03、M04 为模态前作用M 功能,M05 为模态后作用M 功能,M05 为缺省功能。
M03、M04、M05 可相互注销。
(2)冷却液打开、停止指令M07、M08 、M09。
M07 、M08指令将打开冷却液管道。
M09 指令将关闭冷却液管道。
M07、 M08 为模态前作M 功能,M09 为模态后作用M 功能,M09为缺省功能。
(二)S指令
主轴功能S控制主轴转速,其后的数值表示主轴速度,单位为转/每分钟(r/min)。恒线速度功能时S指定切削线速度,其后的数值单位为米/每分钟(m/min)。(G96 恒线速度有效、G97 取消恒线速度)
S 是模态指令,S 功能只有在主轴速度可调节时有效。S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。
(三) 进给速度F
F 指令表示工件被加工时刀具相对于工件的合成进给速度,F的单位取决于G94(华中系统每分钟进给量mm/min)或G95(华中系统主轴每转一转刀具的进给量mm/r)。
使用下式可以实现每转进给量与每分钟进给量的转化。
fm=fr×S
fm:每分钟的进给量:(mm/min)
fr:每转进给量:(mm/r)
S:主轴转数,(r/min)
当工作在G01,G02 或G03 方式下,编程的F 一直有效,直到被新的F 值所取代,而工作在G00 方式下,快速定位的速度是各轴的最高速度,与所编F 无关。借助机床控制面板上的倍率按键,F 可在一定范围内进行倍率修调。当执行攻丝循环G76、G82,螺纹切削G32 时,倍率开关失效,进给倍率固定在100%。

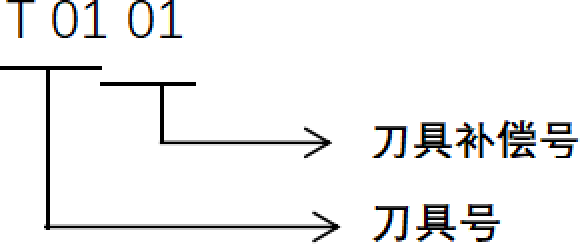
(四)T指令
T 代码用于选刀,其后的4 位数字分别表示选择的刀具号和刀具补偿号,如T0101、T0202。如图2.1.1所示。
二、有关单位设定指令(FANUC系统)
(一)进给速度设定指令
1.格 式
G98 [ F_ ]
G99 [ F_ ]
2.说 明
G98:每分钟进给。
G99:每转进给。
G98为每分钟进给。对于线性轴,F 的单位依 G20/G21 的设定而为 mm/min 或 in/min;对于旋转轴,F 的单位为度/min。
G99为每转进给,即主轴转一周时刀具的进给量。F 的单位依G20/G21 的设定而为 mm/r 或 in/r。这个功能只在主轴装有编码器时才能使用。
G98、G99为模态功能,可相互注销。
(二) 尺寸单位选择
1.格 式
G20
G21
2.说 明
G20:英制输入制式。
G21:公制输入制式。
两种制式下线性轴、旋转轴的尺寸单位,见表2-1-2所示。
|
类型 |
线性轴 |
旋转轴 |
|---|---|---|
|
英制G20 |
英寸 |
度 |
|
公制G21 |
毫米 |
度 |
G20、G21 为模态功能,可相互注销,G21 为缺省值。
三、有关坐标系和坐标的 G 功能
(一)绝对值编程 G90 与相对值编程 G91
1.格 式
G90
G91
2.说 明
G90:绝对值编程,每个编程坐标轴上的编程值是相对于程序原点的。
G91:相对值编程,每个编程坐标轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
绝对编程时,用 G90 指令后面的 X、Z 表示 X 轴、Z 轴的坐标值。
增量编程时, 用 U、W 或 G91 指令后面的 X、Z 表示 X 轴、Z 轴的增量值。
G90、G91 为模态功能,可相互注销,G90 为缺省值。
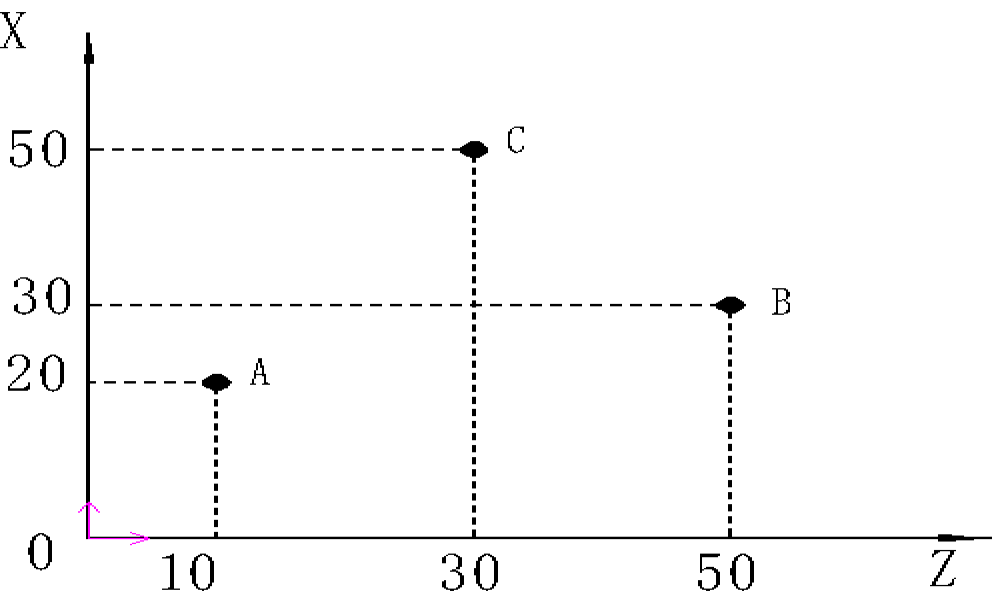
3.举 例
如图2.1.2所示,使用 G90、G91编程,刀具当前在原点位置,要求刀具由原点按顺序移动到A、B、C 点,然后回到原点。程序见表2-1-3所示。
|
G90编程 |
G91编程 |
|---|---|
|
O1234 |
O1234 |
|
N10 G90 G01 Z10 X20 F0.2 |
N10 G91 G01 Z10 X20 F0.2 |
|
N20 Z50 X30 |
N20 Z40 X10 |
|
N30 Z30 X50 |
N30 Z-20 X20 |
|
N50 X0 Z0 |
N40 Z-30 X-50 |
|
N60 M30 |
N50 M30 |
|
评价内容 |
分值 |
自评(20%) |
互评(20%) |
教师评价(60%) |
得分 |
|
|---|---|---|---|---|---|---|
|
工作过程 |
学习态度 |
20 |
||||
|
通识知识 |
20 |
|||||
|
关键能力 |
20 |
|||||
|
工作成果 |
成果质量 |
40 |
||||
|
合计 |
||||||
1.充分利用多媒体教学,配合动画演示,解决了通用编程指令教学的重点,结合小组讨论学习法,克服了本节的教学难点。
2.“精益求精的大国工匠精神”贯穿教学全过程,切实做到了对学生素质目标的培养。
3.学生在完成任务的过程,鼓励学生担当不同的角色,利用角色扮演法,增强学生的工作责任心,增强小组成员间的协作能力,组织能力和管理能力,调动学生的积极性,充分体现以学生为主体的教学特点。
4.学生对通用编程指令的应用方法有待进一步的提高,以便快速编写出数控程序。


