素质目标:具备正确的社会主义核心价值观和道德法律意识;具备精益求精、追求卓越的工匠精神和严谨细致、踏实肯干的工作作风;具备良好的团队协作精神、协调能力、组织能力和管理能力。
知识目标:了解型腔类零件的加工过程,掌握型腔类零件图的识图方法,掌握型腔类零件数控加工工艺及工艺装备的知识,理解数控编程通用指令及数控铣削指令的含义,掌握各个指令的使用方法。
能力目标:会分析型腔类零件图样,能够制订型腔类零件数控铣削加工工艺方案,会选择数控编程指令,能够编写出型腔类零件的数控车削程序。
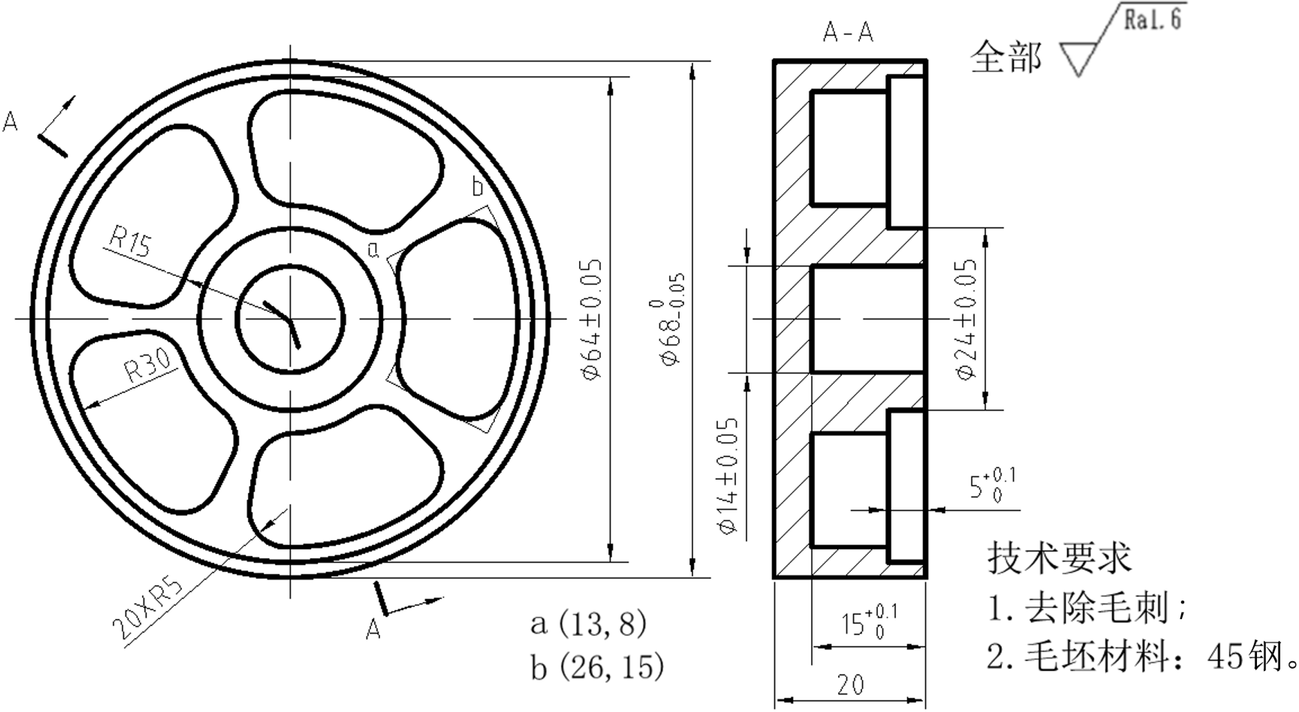
如图6.2.1所示轮槽零件,根据零件图要求,主要掌握型腔类零件的数控编程与加工,制定加工工艺方案,编制合理的数控加工程序并进行仿真调试,最后加工合格零件。
一、加工分析
(一)识读图样
1.加工内容
主要包括多种内轮廓形状的加工,主要包括圆柱体,环形槽,轮槽,直槽多个表面的加工。
2.加工精度
由图可知多个尺寸精度为中等以上公差等级要求,并且需要保证零件的总高度要求,无形位公差要求,表面粗糙度要求为Ra1.6μm。零件材料为45,加工后需去除毛刺。
(二)加工方案
根据零件毛坯的形状为圆柱棒料,所以可以采用铣床用三爪自定心卡盘进行装夹,伸出高度为23mm,先将上表面铣平,并设为Z向的零点。再加工φ68外轮廓,深度为22mm;然后加工内轮廓各表面。先加工φ64内圆,保证尺寸精度,切削深度为5mm;接下来加工五个均匀分布的内槽,切削深度为10mm;再加工中心处φ14的内孔,切削深度为15mm和φ24的外圆深度为5mm。最后掉头装夹保证总高度为20mm。
(三)夹 具
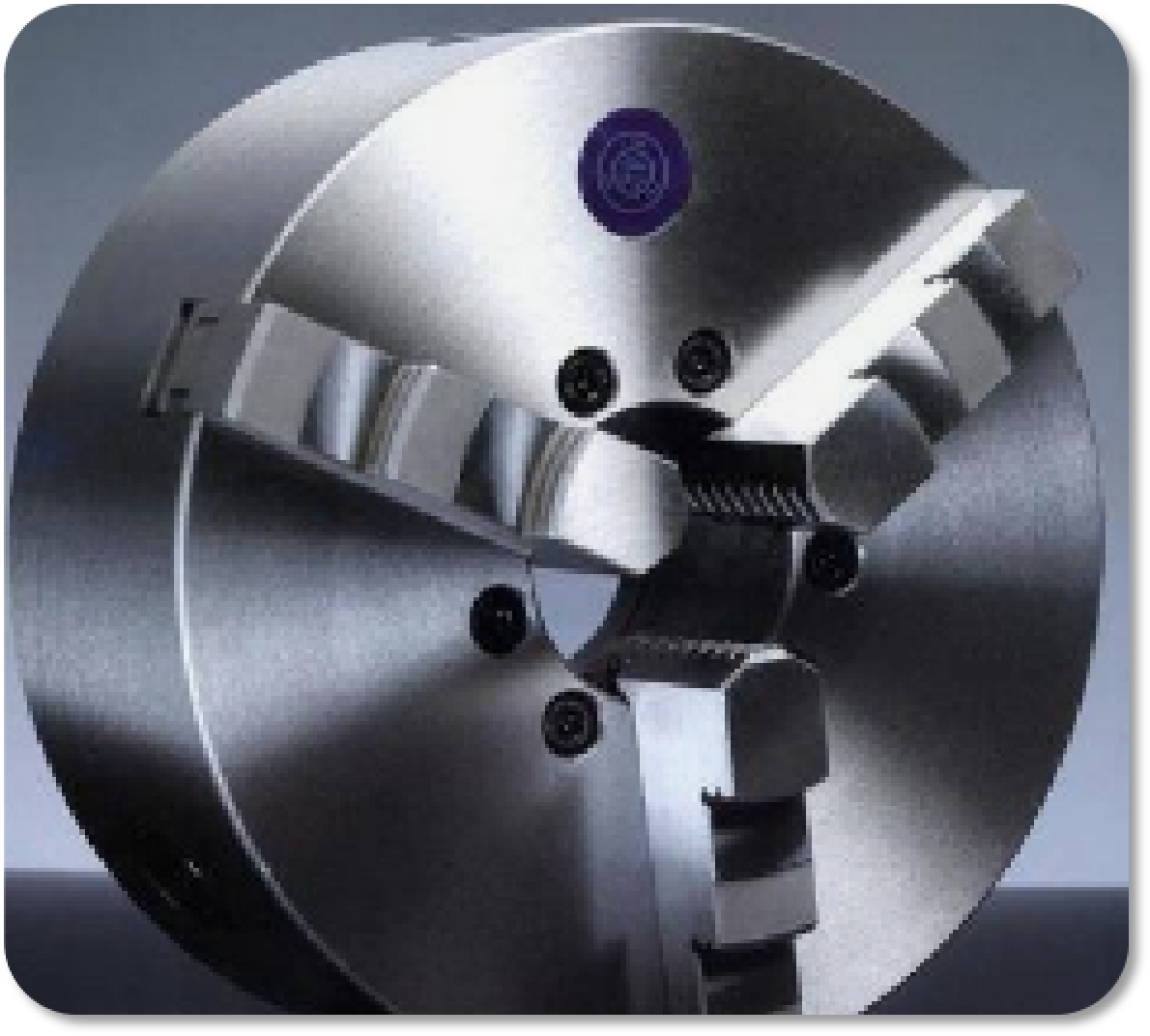
由于毛坯为圆柱类棒料,零件加工时需要限制工件的四个自由度,所以装夹时采用铣床用三爪自定心卡盘进行装夹,装夹时保证装夹后露出高度高于工件的有效深度。通过对刀将工件坐标系零点建立在工件的上表面中心位置上。采用铣床用三爪自定心卡盘,装夹方便,定位可靠,定位精度高,便可满足该零件的加工项目要求。如图6.2.2所示。
(四)刀 具
通过对零件图的识读,可知零件的加工内容包括内外轮廓加工和各类槽加工。其中外轮廓包括φ68mm圆柱体、φ64mm环形槽、φ14mm直槽和5外轮槽。因此加工零件时可以选用φ16立铣刀,φ16键槽铣刀及φ10键槽铣刀对各个表面进行加工。如图6.2.3所示。

二、程序编制
(一)工件坐标原点确定
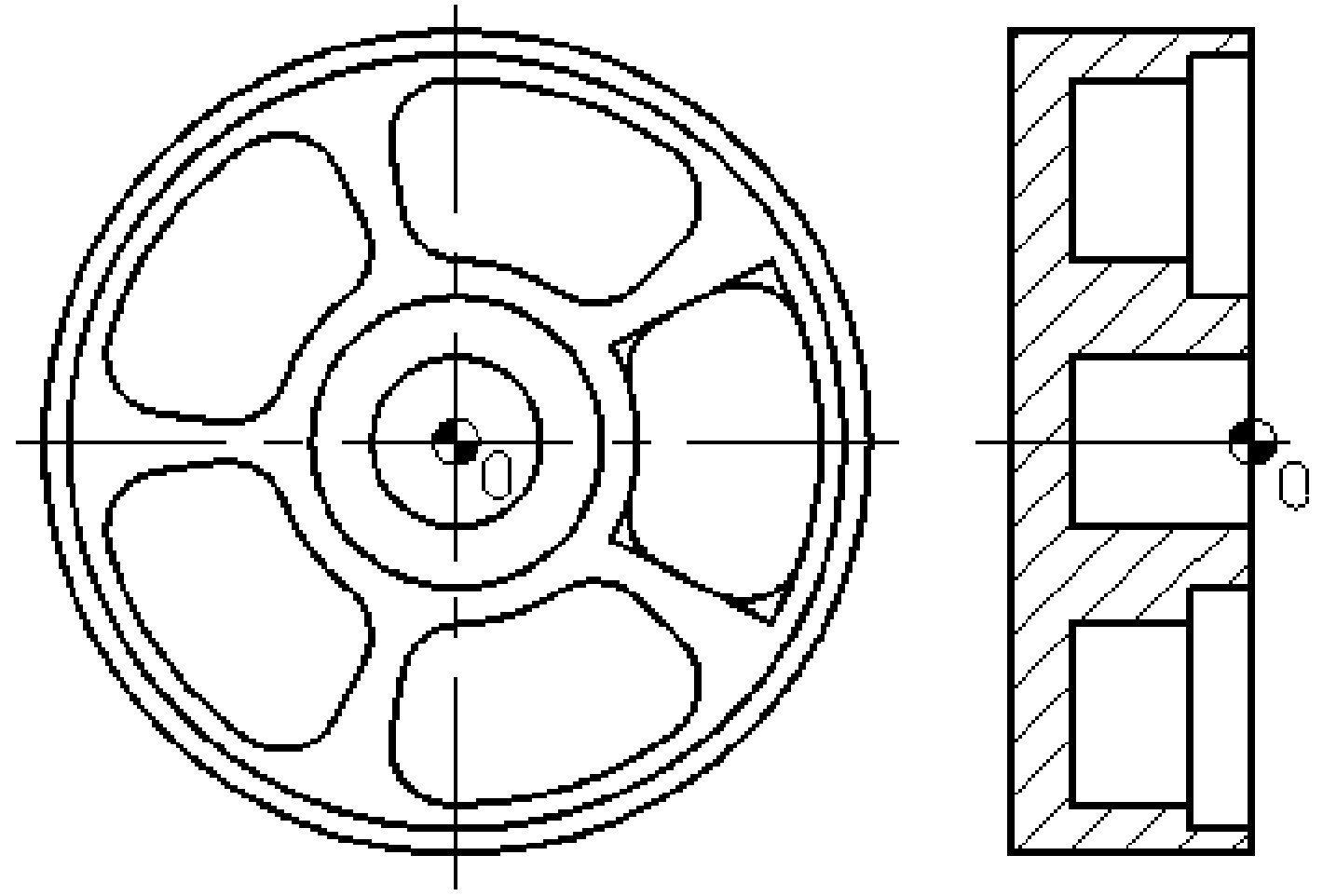
选择毛坯上表面的中心为编程原点,如图6.2.4所示。
(二)编写数控程序(华中系统)
|
%1000 |
(加工零件程序名) |
|
|---|---|---|
|
N1 |
G54 G90 G0 X0 Z200 |
(建立G54工件坐标系) |
|
N2 |
M06 T01 |
(调用φ16立铣刀,转速600mm/min) |
|
N3 |
M03 S500 |
(主轴正转) |
|
N4 |
G43 G0 Z100 H01 |
(建立一号刀的长度补偿) |
|
N5 |
G0 X44 Y0 |
(刀具快速到X44 Y0) |
|
N6 |
G0 Z-20 |
(刀具快速降到Z-20) |
|
N7 |
M98 P100 D01 |
(调用加工φ68外圆子程序,采用1号刀补) |
|
N8 |
M98 P100 D02 |
(调用加工φ68外圆子程序,采用2号刀补) |
|
N9 |
G49 G0 Z300 |
(取消长度补偿) |
|
N10 |
M06 T02 |
(调用2号φ16键槽铣刀) |
|
N11 |
M03 S600 |
(主轴正转) |
|
N12 |
G43 G0 Z150 H02 |
(建立2号刀长度补偿) |
|
N13 |
G0 Z5 |
(刀具快速降到Z5) |
|
N14 |
X20Y0 |
(刀具快速移到X20 Y0) |
|
N15 |
G01 Z-5 F30 |
(刀具慢速降到Z-5) |
|
N16 |
M98 P200 D01 |
(调用加工φ64内孔子程序,采用1号刀补) |
|
N17 |
M98 P200 D02 |
(调用加工φ64内孔子程序,采用2号刀补) |
|
N18 |
M98P300 D01 |
(调用加工φ24外圆子程序,采用1号刀补) |
|
N19 |
M98 P300 D02 |
(调用加工φ24外圆子程序,采用2号刀补) |
|
N20 |
G0 Z5 |
(刀具快速到Z5) |
|
N21 |
G0 X0 Y0 |
(刀具快速称到X0 Y0) |
|
N22 |
G01 Z-15 F30 |
(刀具慢速降到Z-15) |
|
N23 |
M98 P400 D01 |
(调用加工φ14内孔子程序,采用1号刀补) |
|
N24 |
M98 P400 D02 |
(调用加工φ14内孔子程序,采用2号刀补) |
|
N25 |
G49 G0 Z300 |
(取消长度补偿) |
|
N26 |
M06 T03 |
(调用3号φ10键槽铣刀刀具) |
|
N27 |
M03 S900 |
(主轴正转) |
|
N28 |
G43 G0 Z100 H03 |
(建立3号刀具的长度补偿) |
|
N29 |
G0 Z5 |
(刀具快速降到Z5) |
|
N30 |
G0 X20 Y0 |
(刀具快速移动到X20 Y0) |
|
N31 |
G01 Z-15 F30 |
(刀具慢速降到Z-15) |
|
N32 |
M98 P500 D03 |
(调用加工五个内槽子程序,采用3号刀补) |
|
N33 |
G68 X0 Y0 P72 |
(以X0 Y0为中心旋转72度) |
|
N34 |
M98 P500 D03 |
(调用加工五个内槽子程序,采用3号刀补) |
|
N35 |
G68 X0 Y0 P144 |
(以X0 Y0为中心旋转144度) |
|
N36 |
M98 P500 D03 |
(调用加工五个内槽子程序,采用3号刀补) |
|
N37 |
G68 X0 Y0 P216 |
(以X0 Y0为中心旋转216度) |
|
N38 |
M98 P500 D03 |
(调用加工五个内槽子程序,采用3号刀补) |
|
N39 |
G68 X0Y0 P288 |
(以X0 Y0为中心旋转288度) |
|
N40 |
M98 P500 D03 |
(调用加工五个内槽子程序,采用3号刀补) |
|
N42 |
G0 Z50 |
(刀具快速提到Z50) |
|
N43 |
G69 G0 X0 Y0 |
(取消旋转) |
|
N44 |
G49 G0 Z300 |
(取消长度补偿) |
|
N45 |
M05 |
(主轴停转) |
|
N46 |
M30 |
(程序结束) |
|
N47 |
%100 |
(加工φ68外圆子程序) |
|
N48 |
G41 G0 Y10 |
(建立左刀补) |
|
N49 |
G03 X34Y0 R10 |
(圆弧切入) |
|
N50 |
G02 I-34 J0 F120 |
(加工φ68外圆) |
|
N51 |
G02 X34 Y-10 R10 F300 |
(圆弧切出) |
|
N52 |
G40 G0 Y0 |
(取消刀补) |
|
N53 |
M99 |
(返回主程序) |
|
N54 |
%200 |
(加工φ64圆槽) |
|
N55 |
G41 G01 X32 Y0 F120 |
(建立左刀补) |
|
N56 |
G03 I-32 J0 |
(加工φ64圆槽) |
|
N57 |
G40 G01 X20 Y0 |
(取消刀补) |
|
N58 |
M99 |
(返回主程序) |
|
N59 |
%300 |
(加工φ24外圆子程序) |
|
N60 |
G41 G01 X12 Y0 F120 |
(建立左刀补) |
|
N61 |
G02 I-12 J0 |
(加工φ24圆柱) |
|
N62 |
G40 G01 X20 |
(取消刀补) |
|
N63 |
M99 |
(返回主程序) |
|
N64 |
%400 |
(加工φ14内孔子程序) |
|
N65 |
G42 G01 X7 F120 |
(建立右刀补) |
|
N66 |
G02 I-7 J0 |
(加工φ14圆槽) |
|
N67 |
G40 G01 X0 Y0 |
(取消刀补) |
|
N68 |
M99 |
(返回主程序) |
|
N69 |
%500 |
(加工五个内槽子程序) |
|
N70 |
G42G01X30Y0F80 |
(建立右刀补) |
|
N71 |
G02X26Y-15R30 |
(加工R30圆弧) |
|
N72 |
G01X13Y-8 |
(加工斜线) |
|
N73 |
G03X13Y8R15 |
(加工R15圆弧) |
|
N74 |
G01X26Y15 |
(加工斜线) |
|
N75 |
G02X30Y0R30 |
(加工R30圆弧) |
|
N76 |
G40 G01X20Y0 |
(取消刀补) |
|
N77 |
M99 |
(返回主程序) |
三、仿真加工
(一)仿真加工准备
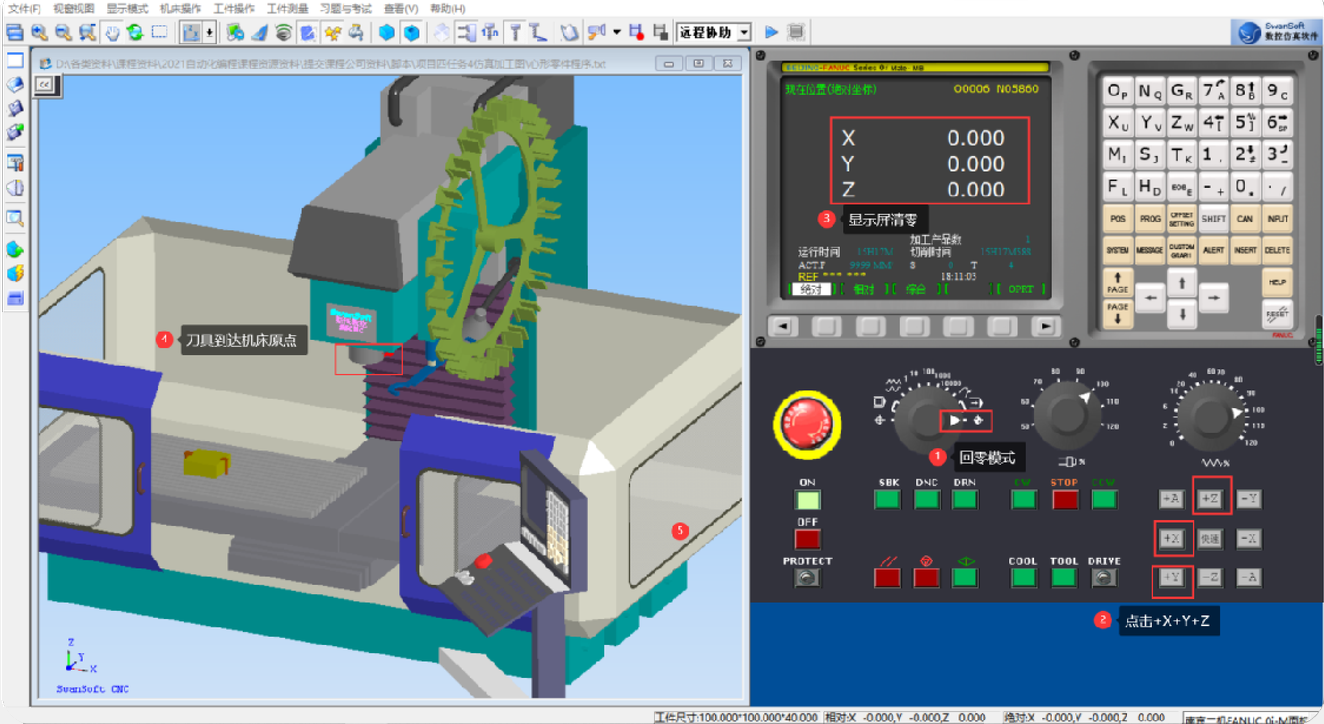
1.开启仿真软件,进行回零。
选择回零模式,点击+X+Y+Z,显示屏清零,刀具到达机床原点。如图6.2.5所示。
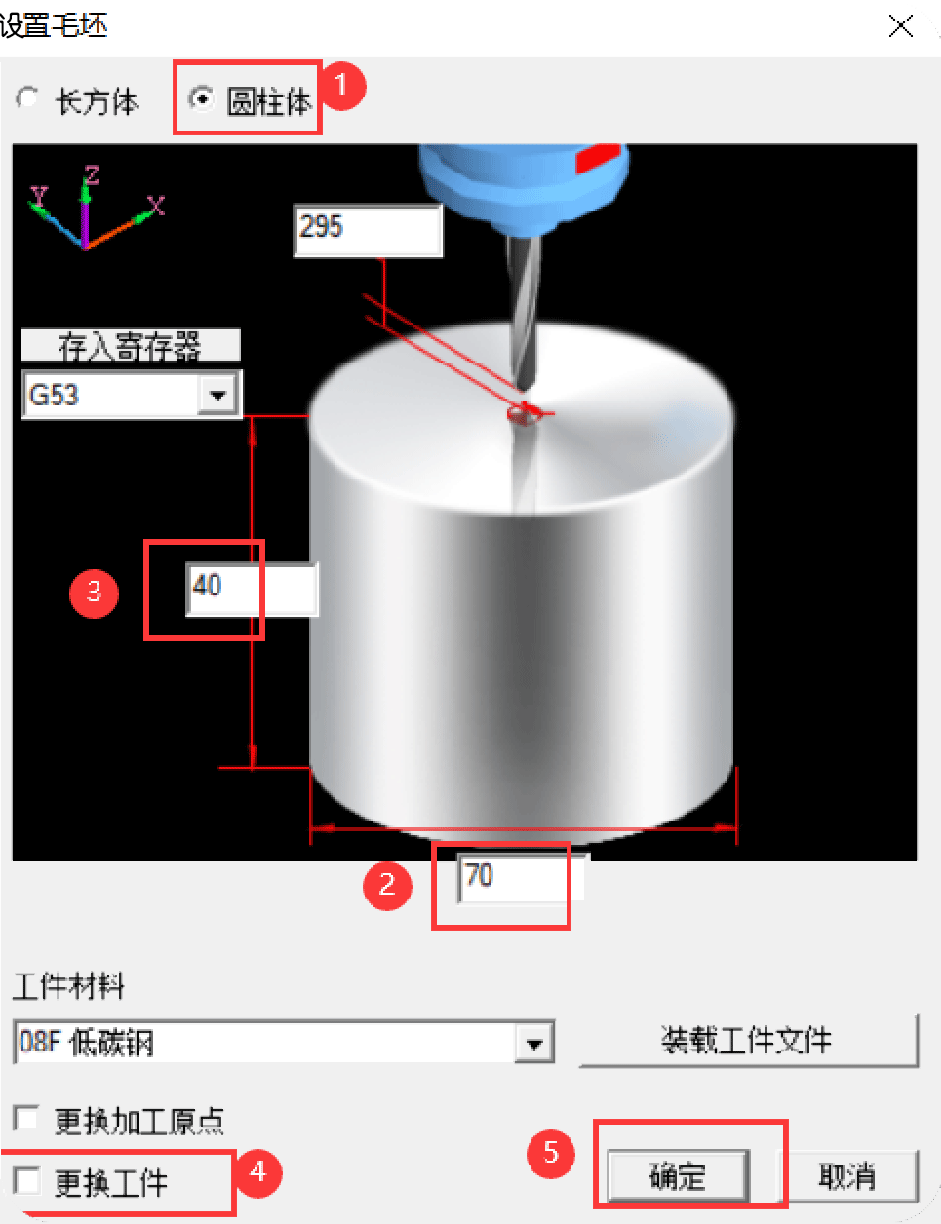
2.设置毛坯
选择圆柱体,设置直径,设置高度,勾选更换工件,点击确定,如图6.2.6所示。
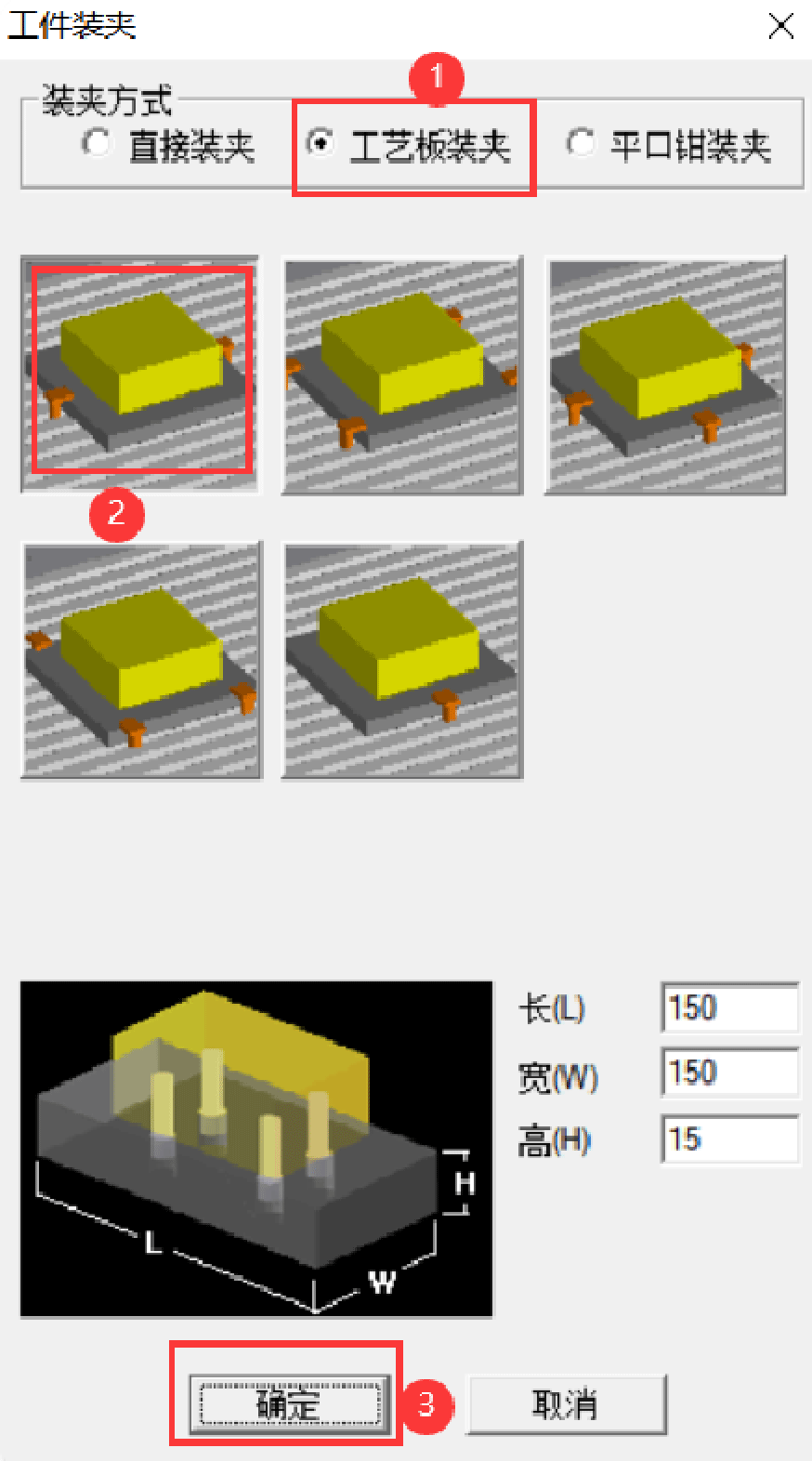
3.工件装夹
工件装夹方式,可以选择直接装夹或工艺板装夹或平口钳装夹,根据需要选择工艺板装夹,压紧类型根据螺钉的压紧位置,选择模拟图中的一种,最后点击确定,如图6.2.7所示。
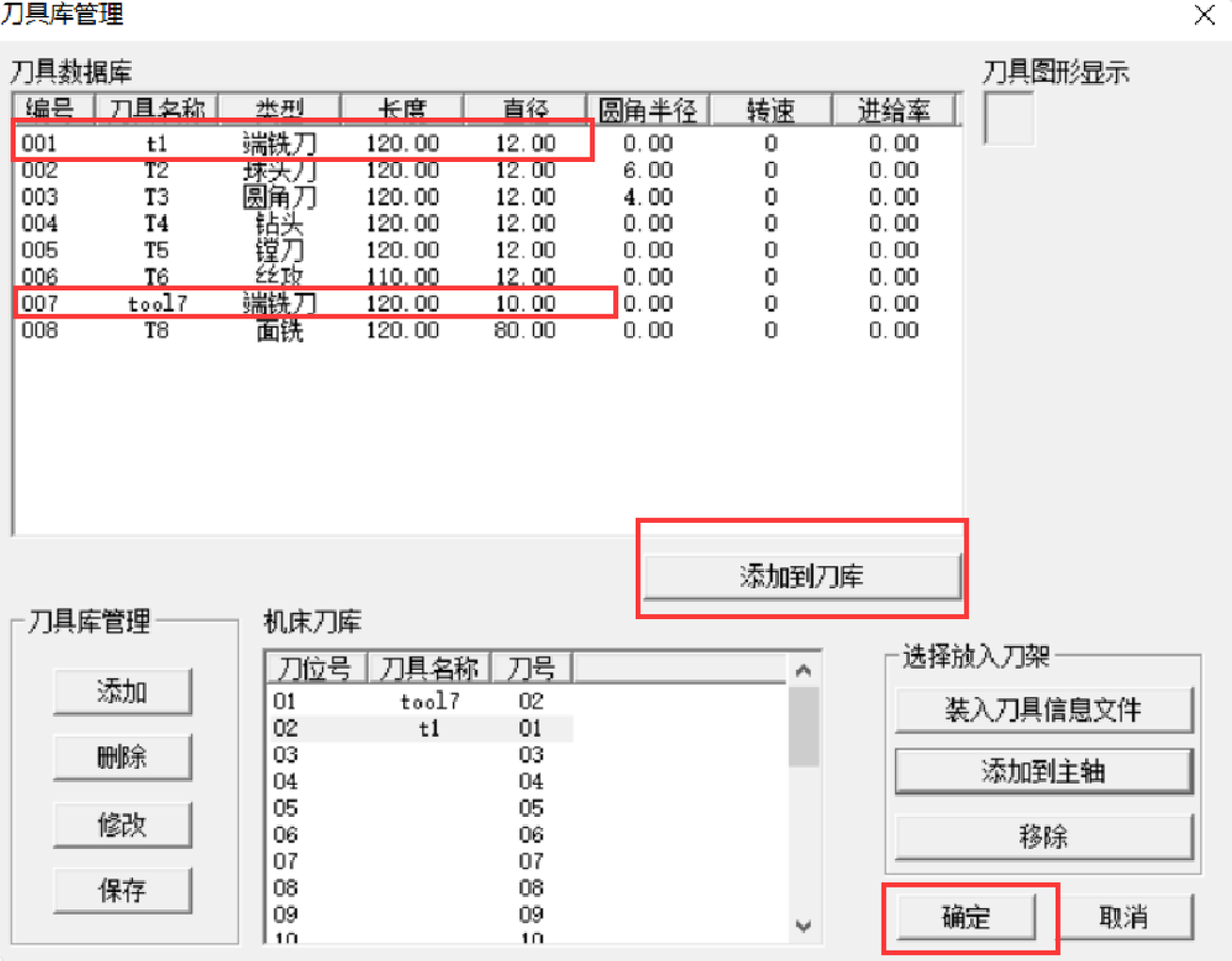
4.安装刀具
选择直径为12的端铣,选择直径为10的端铣刀,将刀具添加到刀库,点击确定,如图6.2.8所示。
5.选择程序
首先选择加工模式为编辑或运行,之后点击程序按钮,最后选择并调入已有程序,如图6.2.9所示。

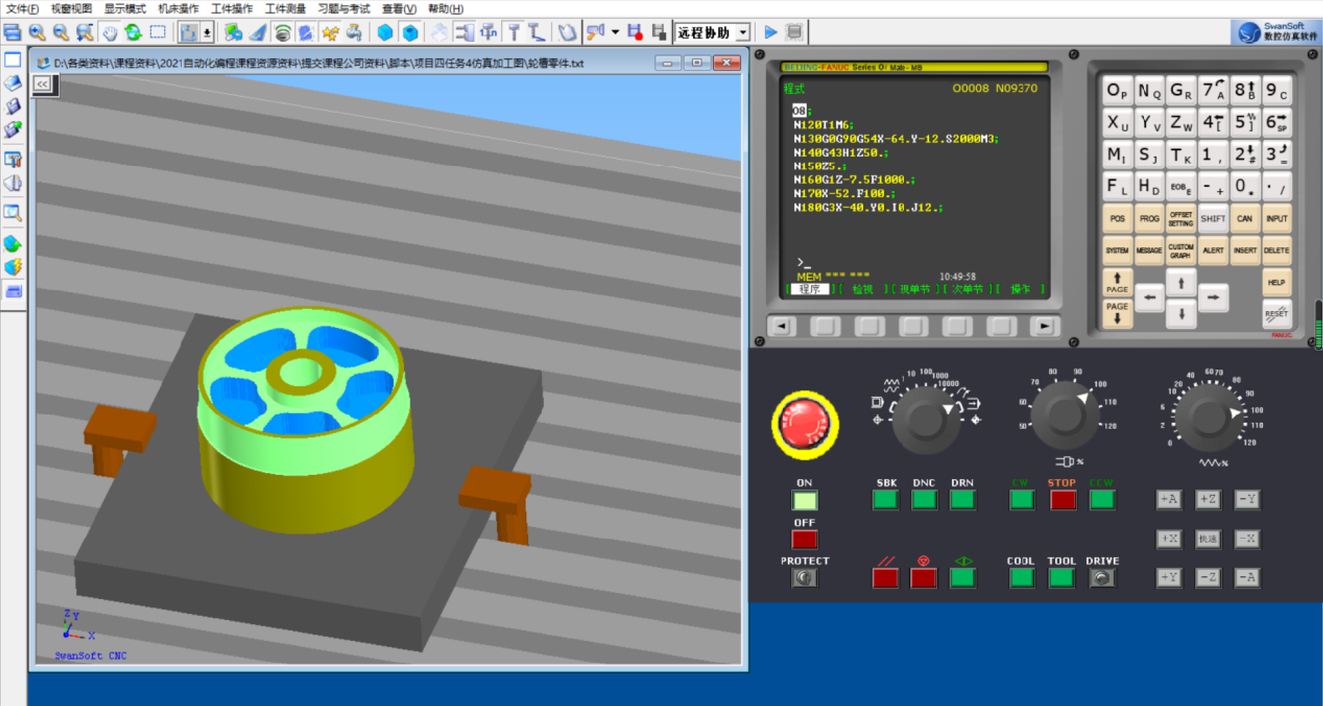
(二)仿真加工
关闭机床门,选择加工模式,点击循环启动按钮,开始仿真加工,如图6.2.10所示。
四、实际加工
|
评价内容 |
分值 |
自评 |
互评 |
教师评价 |
得分 |
|
|---|---|---|---|---|---|---|
|
工作过程 |
学习态度 |
20 |
||||
|
通识知识 |
20 |
|||||
|
关键能力 |
20 |
|||||
|
工作成果 |
成果质量 |
40 |
||||
|
合计 |
||||||
1.充分利用多媒体教学,配合动画演示,解决了型腔类零件的教学重点,结合小组讨论学习法,克服了本节的教学难点。
2.“精益求精的大国工匠精神”贯穿教学全过程,切实做到了对学生素质目标的培养。
3.学生在完成任务的过程,鼓励学生担当不同的角色,利用角色扮演法,增强学生的工作责任心,增强小组成员间的协作能力,组织能力和管理能力,调动学生的积极性,充分体现以学生为主体的教学特点。
4.学生对零件编程与加工的具体操作还有待于进一步优化,以便提高加工效率,提高加工质量。



